Trong ngành công nghiệp sản xuất hiện đại, đặc biệt là lĩnh vực sản xuất cơ khí chính xác, đo lường là một khâu không thể thiếu để đảm bảo chất lượng sản phẩm. Trong đó, máy đo tọa không gian 3 chiều (CMM) thường được các doanh nghiệp lựa chọn bởi khả năng đo đa dạng kích thước và tính chính xác của công nghệ này.

Các công nghệ máy đo CMM 3D phổ biến nhất hiện nay bao gồm: Công nghệ đo tiếp xúc (đo chạm điểm, đo quét scan), Công nghệ đo quang học không tiếp xúc (đo chụp ảnh, đo laser).
Hiện nay, nhiều doanh nghiệp gặp khó khăn trong việc phân biệt các công nghệ này. Vì vậy, trong bài viết này, Accretech sẽ giới thiệu về ưu nhược điểm, ứng dụng, chi phí của các công nghệ này, đồng thời đưa ra gợi ý để lựa chọn máy đo CMM phù hợp.
Công nghệ đo tiếp xúc máy đo CMM
Công nghệ đo tiếp xúc chỉ phương pháp đo vật lý, trong đó đầu đo chạm cơ học vào bề mặt bộ phận cần được đo.
Công nghệ đo tiếp xúc chạm điểm
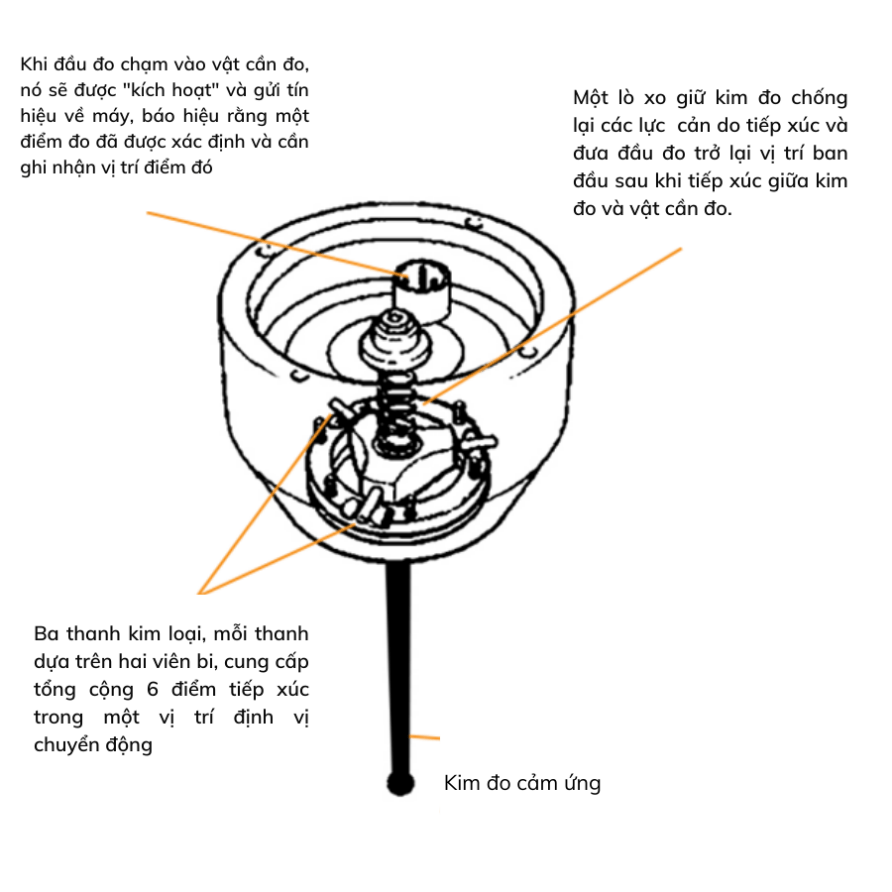
Trong công nghệ đo chạm điểm, đầu đo cảm biến được kích hoạt khi đầu đo chạm vào vật đo và lực cản vượt quá một ngưỡng nhất định, tín hiệu sẽ được gửi về đầu đo và ghi nhận vị trí đó trên hệ trục tọa độ 3D.
Có hai công nghệ đo chạm điểm tiếp xúc phổ biến hiện nay là:
- Kinematic resistive (Cảm biến kháng cự động học hay Cảm biến đàn hồi lò xo)
- Strain Gauges (Cảm biến lực căng dây)
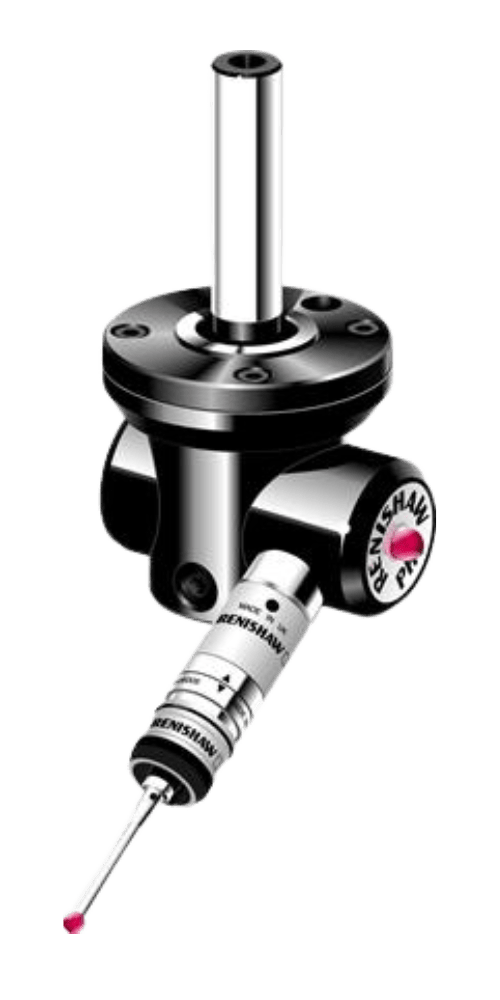
Cảm biến đàn hồi lò xo
Nguyên lý hoạt động
Kim đo được gắn với lò xo, cho phép tạo ra một biến dạng đàn hồi khi kim tiếp xúc với vật. Biến dạng này làm di chuyển các viên bi và thanh kim loại ra xa nhau, giảm diện tích tiếp xúc của viên bi và thanh kim loại và tăng điện trở của chúng. Từ đó kích hoạt dòng điện, truyền tín hiệu đến máy đo. Khi kim đo không còn chạm vào vật nữa, cơ cấu lò xo đẩy kim đo về vị trí ban đầu, chuẩn bị cho lần đo tiếp theo.
Ưu nhược điểm
Ưu điểm:
- Kết cấu cơ khí đơn giản, chỉ bao gồm viên bi, thanh kim loại, giúp duy trì độ bền cao và ít cần bảo dưỡng.
- Đầu đo được kích hoạt với lực đo rất thấp, giúp ngăn biến dạng của vật đo do lực tiếp xúc và giảm sai số phép đo.
Nhược điểm:
- Sự thay đổi lực thăm đò theo hướng thăm dò dẫn đến độ biến dạng đàn hồi khác nhau, gây ra sai số cho phép đo.
- Kim đo càng dài, xu hướng dao động nhiều hơn khi tiếp xúc với vật, gây ra sai số của phép đo.
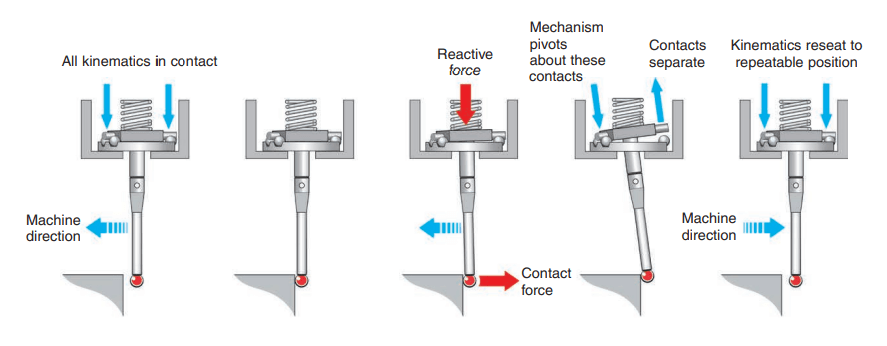
Nguồn: Renishaw
Cảm biến lực căng dây
Nguyên lý hoạt động
Nguồn: Internet
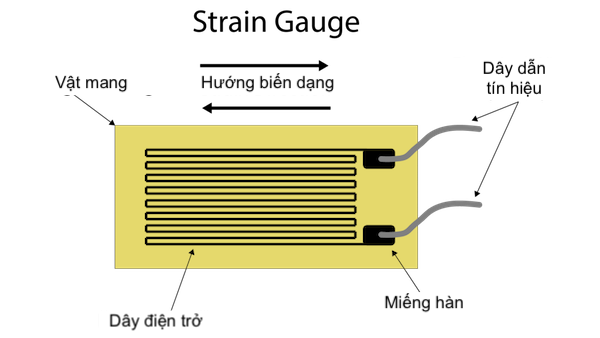
Để giải quyết hạn chế của cơ chế cảm biến đàn hồi lò xo, một công nghệ đo chạm điểm mới đã ra đời dựa trên cảm biến lực căng dây (strain gauge). Strain gauges là các dây dẫn điện được gắn chặt vào một lá kim loại theo hình zic zắc. Khi tấm kim loại này được kéo, nó – và các dây dẫn – sẽ kéo dài ra. Khi nó được đẩy, nó bị co lại và ngắn hơn. Sự thay đổi hình dạng này làm cho điện trở trong dây dẫn điện cũng thay đổi, từ đó truyền đi tín hiệu điện.
Như vậy, khi kim đo chạm vào vật, lực tiếp xúc đạt đến một ngưỡng nhất định theo bất kỳ hướng nào thì một tín hiệu kích hoạt được tạo ra, máy đo CMM sẽ tiến hành ghi nhận vị trí của điểm cần đo.
Ưu nhược điểm
Ưu điểm:
- Lực kích hoạt đầu đo rất nhỏ, thường chỉ vài gam, nhỏ hơn nhiều so với lực kích hoạt của cảm biến lực đàn hồi tương đương, giúp giảm sai số do lực tiếp xúc và biến dạng bề mặt phôi gây ra.
- Hạn chế sai số do thay đổi hướng đo trong cơ chế đàn hồi lò xo.
- Cảm biến dạng sợi đo lực căng, với lực kích hoạt nhỏ hơn và ổn định hơn, có thể cung cấp hiệu suất đo lường tốt hơn và hỗ trợ kim đo dài hơn.
Nhược điểm:
Thời gian đo lớn, không hiệu quả khi đo các biên dạng freeform.
Công nghệ đo tiếp xúc scan
Nguyên lý hoạt động
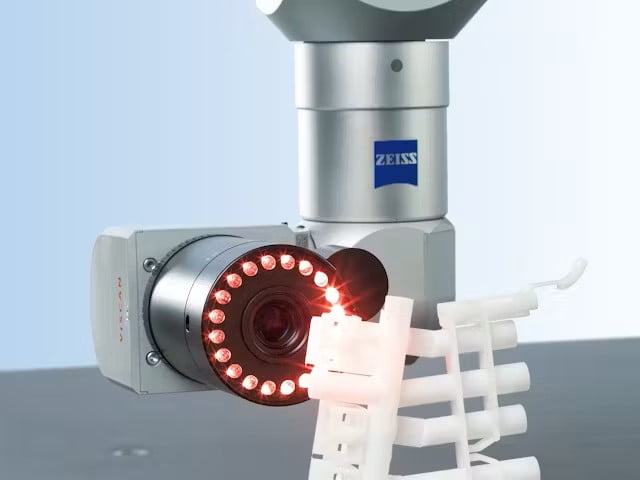
Khác với đo chạm điểm, đầu đo phải di chuyển đến từng điểm trên phôi để ghi nhận vị trí. Trong hệ thống đo scan, đầu đo di chuyển dọc theo bề mặt phôi, ghi lại một chuỗi các điểm liền kề trong một quy trình đo duy nhất, không bị gián đoạn. Bằng cách bao phủ bề mặt phôi nhiều nhất, hình dạng thực tế của bộ phận có thể được minh họa rất chính xác.
Ưu nhược điểm
Ưu điểm:
- Giải quyết hạn chế của đo chạm điểm: Thời gian đo một điểm tính bằng giây, do đó để đầu đo ghi nhận vị trí một điểm, cần mất thời gian để kim đo chạm vào phôi và trở lại vị trí ban đầu. Với công nghệ đo scan, chỉ với 1 lần quét, có thể thu thập được số lượng điểm đo lớn. Do đó, giúp giảm độ không đảm bảo đo, cho kết quả đo chính xác hơn.
- Có khả năng đo lường hiệu quả đối với các bộ phận có hình dạng phức tạp, bề mặt cong hoặc đặc tính hình học không đều.
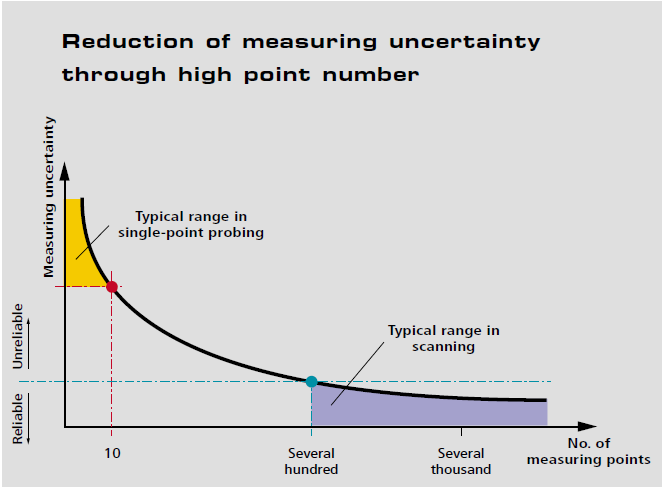
Nguồn: Carl Ziess
Chú thích: Số lượng vị trí đo được càng lớn, độ không đảm bảo phép đo càng thấp, phép đo cho kết quả càng chính xác. Với công nghệ đo scan, số lượng vị trí đo được lên đến hàng nghìn vị trí, độ không chắc chắn trở nên thấp và ổn định, do đó kết quả đo cũng chính xác hơn so với phương pháp đo chạm điểm.
Nhược điểm:
- Không thể đo được các bộ phận mềm, dễ bị biến dạng
- Sự tiếp xúc liên tục giữa đầu đo và bề mặt có thể dẫn đến mài mòn cả đầu đo và bề mặt đối tượng qua thời gian.
Công nghệ đo không tiếp xúc máy đo CMM
Đo không tiếp xúc là phương pháp đo trong đó đầu đo không chạm vào bề mặt phôi.
Công nghệ đo lường không tiếp xúc dựa trên các nguyên tắc vật lý khác nhau và có thể được phân loại thành các loại:
- Công nghệ đo laser: Chiếu một chùm tia laser lên bề mặt và đo sự biến dạng của tia laser.
- Công nghệ đo chụp ảnh: Còn được gọi là quét 3D từ các bức ảnh, tái tạo lại trong 3D một đối tượng từ các bức ảnh 2D với tầm nhìn máy tính và các thuật toán hình học tính toán.
Công nghệ đo laser
Nguyên lý hoạt động
Công nghệ đo laser sử dụng tia laser chiếu lên bề mặt phôi cần đo. Ánh sáng này tiếp xúc với bề mặt phôi, sẽ bị lệch khỏi quỹ đạo ban đầu. Hệ thống ghi nhận góc lệch này và tính toán khoảng cách từ các điểm của đầu đo đến bề mặt phôi, từ đó xác định tọa độ của phôi đo. Để đo một đối tượng hoàn chỉnh, laser sẽ quét qua nhiều điểm khác nhau. Các dữ liệu từ các điểm này sau đó được kết hợp lại để tạo ra một mô hình 3D chi tiết của đối tượng.
Ngoài ra, khi kết hợp với phần mềm chuyên dụng, có thể tạo ra Mô hình CAD từ việc đo sản phẩm vật lý, đồng thời có thể ứng dụng để chỉnh sửa bản vẽ CAD của khuôn mẫu sản phẩm. (Reverse Engineering)
Công nghệ đo chụp ảnh
Nguyên lý hoạt động
Công nghệ đo chụp ảnh sử dụng một hoặc nhiều camera chụp lại đối tượng từ nhiều góc độ khác nhau. Phần mềm đo lường sẽ kết hợp dữ liệu từ các hình ảnh khác nhau để tái tạo mô hình 3D của đối tượng đo. Điều này thường được thực hiện bằng cách sử dụng kỹ thuật như stereovision (nếu sử dụng nhiều camera) hoặc photogrammetry.
Từ hình ảnh 3D được tái tạo, phần mềm có thể tính toán độ sâu và kích thước của đối tượng. Nó làm điều này bằng cách so sánh vị trí và độ sáng của các điểm trên bề mặt đối tượng trong mỗi hình ảnh.
Ưu nhược điểm của công nghệ đo không tiếp xúc
Ưu điểm:
- Có thể đo các phôi mà công nghệ đo tiếp xúc không thể đo, chẳng hạn như phôi cực nhỏ mà kim không thể chạm vào, phôi có lỗ hoặc rãnh nhỏ và phôi mềm hoặc mỏng có thể dễ bị biến dạng, phôi có bề mặt cong, lởm chởm.
- Có thể đo lường chính xác từ nhiều hướng, không phụ thuộc vào vị trí của vật đo. Do đó giúp tiết kiệm thời gian và công sức bởi vì không cần cố định lại vật đo để thực hiện các phép đo từ các hướng khác nhau, làm tăng hiệu suất và độ chính xác của quá trình kiểm tra.
- Tốc độ đo nhanh, đo được nhiều vị trí hơn đầu đo tiếp xúc
Nhược điểm:
- Chi phí cao
- Không thể đo được các bề mặt trong suốt hoặc phản chiếu mạnh do sự phản xạ ánh sáng
Nên lựa chọn công nghệ máy đo CMM nào?
| Đo chạm điểm | Đo scan | Đo không tiếp xúc | |
| Ưu điểm | Độ chính xác cao tại từng điểm đo cố địnhKết cấu cơ khí đơn giản, không cần bảo dưỡng nhiềuĐáp ứng được nhu cầu đo đa dạng | Tốc độ đo nhanh và chính xác hơn đo chạm điểm. Một lần quét có thể đo được một lượng lớn các điểm.Có thể đo các bộ phận có hình dạng phức tạp, bề mặt cong hoặc đặc tính hình học không đều. | – Tốc độ đo nhanh nhất – Không cần cố định lại vật đo để thực hiện các phép đo từ các hướng khác nhau, làm tăng hiệu suất của quá trình kiểm tra. – Đo được các phôi nhỏ, bề mặt dễ biến dạng hoặc trầy xước mà phương pháp đo tiếp xúc không đo được – Ứng dụng trong công nghệ Reverse Engineering để tạo bản vẽ CAD 3D và chỉnh sửa khuôn |
| Nhược điểm | Mất nhiều thời gian đo, không hiệu quả cho việc đo số lượng lớn điểm hoặc đối với các bộ phận có kích thước lớn, hoặc biên dạng freeform | Không thể đo được các bộ phận mềm, dễ bị biến dạng Sự tiếp xúc liên tục giữa đầu đo và bề mặt có thể dẫn đến mài mòn cả đầu đo và bề mặt đối tượng qua thời gian. | – Độ chính xác không cao bằng đo tiếp xúc – Không thể đo được các bề mặt trong suốt hoặc phản chiếu mạnh do sự phản xạ ánh sáng – Không thể đo được các lỗ ren, khe, rãnh… |
| Ứng dụng | Phù hợp đo các phôi có hình dạng đơn giản, và kích thước không quá lớn | Phù hợp đo cho các phôi có bề mặt lớn, bộ phận có hình dạng phức tạp, bề mặt cong hoặc đặc tính hình học không đều | Ứng dụng đo các phôi có kích thước nhỏ; phôi mềm, dễ bị biến dạng, hoặc bề mặt dễ bị trầy xước; phôi có bề mặt cong lởm chởm |
| Chi phí | Chi phí rẻ nhất | Chi phí cao hơn đo chạm điểm | Chi phí cao nhất |
Công nghệ đo CMM tiên tiến nhất từ Accretech
Accretech cung cấp các máy đo tọa độ không gian 3 chiều có thể tương thích với tất cả các công nghệ đầu đo tiên tiến nhất.
XYZAX AXCEL
- Dòng máy đo CMM 3D tiên tiến nhất của Accretech
- Đạt độ chính xác cao 1,8 + 3L/1000 µm nhờ ứng dụng kết cấu cầu mới có độ cứng cao và bộ đệm khí hỗ trợ cho dẫn hướng trục Y
- Có thể kết hợp với đa dạng các loại đầu đo: Đầu đo tiếp xúc scan và đầu đo không tiếp xúc

VAST XXT: Đối với đầu đo có động cơ thông thường sẽ cần phải hiệu chuẩn đối với mỗi vị trí đo. Tuy nhiên, với tính năng RDS-CAA, đầu đo được hiệu chuẩn tự động ở 12 vị trí chỉ định, vì vậy có thể sử dụng đo được ở 5184 vị trí mà không cần hiệu chuẩn. Lực đo nhỏ (0.01 đến 0.13N) khiến cho độ sai lệch phép đo nhỏ; đồng thời nhờ đó mà có thể sử dụng kim đo có đường kính siêu nhỏ (0.3mm) và hạn chế tối đa thiệt hại do va chạm.
ViSAN: Sử dụng công nghệ đo chụp ảnh, nên có thể đo nhiều góc độ khác nhau, có thể vừa đo điểm vừa đo scan. Có thể hỗ trợ cả đo thủ công và đo tự động CNC.
LineScan2: Cảm biến laser có khả năng đo lường hiệu quả với việc thu thập từ 250,000 đến 700,000 điểm mỗi giây, kết hợp với phần mềm CALYPSO, có thể cung cấp tính năng Reverse Engineering.


XYZAX Mju NEX
- Dòng máy đo CNC tiết kiệm chi phí điện năng đến 75% và tiết kiệm không gian đến 40% so với các dòng máy khác.
- Khả năng đo liên tục nhiều phôi một cách tự động mà không cần phải thiết lập gá đặt sản phẩm hay chương trình
- Sử dụng đầu đo tiếp xúc chạm điểm bằng động cơ điện:

PH10T PLUS: Đầu đo có thể đo được 720 vị trí, tự động quay đến vị trí cần đo sau khi hoàn tất thiết lập chương trình đo. Kết hợp với tính năng AI của phần mềm Calypso, cung cấp khả năng tự động nhận diện phần tử hình học như điểm, đường thẳng, mặt phẳng, hình cầu, điểm đối xứng, hình tròn và hình trụ, hình nón, hình elip, lỗ vuông, lỗ dài. Giảm thiểu thời gian đo lường đến 75%.

XYZAX SVF NEX
- Dòng máy đo thủ công, giải pháp tiết kiệm chi phí
- Cho phép tạo chương trình đo và tự động hướng dẫn đo bằng giọng nói
- Sử dụng đầu đo tiếp xúc chạm điểm thủ công:

PH1+TP2: Người vận hành di chuyển đầu đo thủ công bằng tay. Tuy nhiên cũng hỗ trợ tính năng AI của phần mềm Calypso, giúp tăng năng suất và giảm thiểu sai sót trong quá trình đo.
Bài viết liên quan
Thư mời đăng ký tham dự Hội Thảo trực tuyến: TỰ ĐỘNG HÓA TRONG ĐO LƯỜNG
2 tháng ago67 viewsAccretech Việt Nam tại VIMF Hải Phòng 2026: Lờicảm ơn và Điểm nhấn công nghệ
3 tháng ago80 viewsThư mời tham quan gian hàng ACCRETECH tại VIMF 2026 Hải Phòng
3 tháng ago89 viewsCác bạn sinh viên Đại học Bách Khoa Hồ Chí Minh kết thúc kỳ thực tập tại Accretech
3 năm ago1034 views






